摘要:为解决注聚泵泵阀故障压力诊断依靠接触式听力判断和整体拆卸逐一检查的问题。设计了由压力表、表接头、阻尼器、弯头和定位器等组成的压力诊断装置, 根据注聚泵液力端的震动,压力表指针波动情况准确判断出泵阀故障原因及具体部位。现场应用后,维修工时由5~6 h降至1 h,故障诊断准确率由20%提高到100%,注聚时率由91.7%提升到99.2%,取得了良好的提质增效效果。
1 技术介绍
聚合物驱是提高油藏非常终采收率的主要技术措施之一。自 20 世纪 50 年代末、60 年代初进行室内研究,1964矿场试验以来,经过几十年的发展,各油田已形成适合不同油藏的聚合物配制技术[1]。由动力端和液力端组成的注聚泵在聚合物驱中有着至关重要的作用,既要满足优良的吸入性、对聚合物低剪切性、高泵效,又要满足操作、维修简便的要求[2]。为达到使用要求,东北石油大学赵立新教授团队[3]对注聚泵过流部件的结构及材料进行了改进,单泵维修费用下降;中国石油大学王旱祥教授团队[4]设计出注聚装置各模块高效协同运行的连接方式及控制程序;周明阳[5]对大庆油田第六采油厂三种聚合物注入工艺进行分析,找到了节能降耗的环节,注聚单耗减少了 0.06 kWh/m3;孔维海[6]应用变频技术控制注聚泵后,用电能耗下降了 30.9%;潘晓冬[7-8]、刘海霞等提出了注聚泵泵阀故障的判别及维修方法。
2 压力诊断方法
常规的检测方法有两种:一种是接触式听力判断,即用合适的螺丝刀从泵体外侧液力端总成“听”凡尔、弹簧的声音来判断故障部位,此种方法对操作人员的现场经验要求较高,故障部位判断准确率低于20%;一种是整体拆卸逐一检查,将未损坏的部位逐一进行检查,工时长达5~6 h。
2.1 压力诊断装置
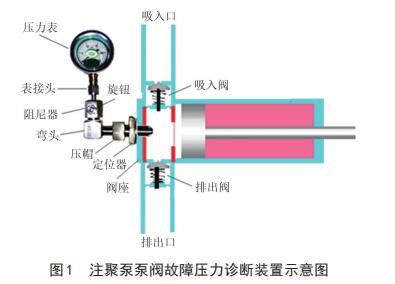
压力诊断装置[9]主要由压力表、表接头、阻尼器、弯头和定位器五部分组成注聚泵泵阀故障压力诊断装置示意图见图1。定位器内部为通孔,其作用是将阀座环形空间内的压力引出;中段为内侧带环型槽的厚壁螺母六方头,其作用放置尼龙密封圈;两侧为外螺纹,分别与泵头和弯头连接,弯头上端连接阻尼器和压力表,阻尼器上有旋钮,旋钮打开时压力表显示阀座工作压力,弯头底部设有放空阀。
2.2 工作原理
利用阀座环形空间能反映吸入和排出阀的工作压力的特点,通过定位器将阀座环形空间的压力引出显示在压力表上,与进出口压力对比,通过判断压力表指针变化,实现故障部位的精准定位和检修。
2.3 安装操作
停泵放空后,拆下原阀座定位套。在泵阀故障压力诊断装置定位器环形槽内部填装密封垫,将定位器顺时针旋入泵头外侧的阀座定位孔并拧紧,弯头的压帽对准定位器,旋转压帽,使两者连接,调整弯头安装方向为出口朝上的垂直安装,紧固压帽,阻尼器装在弯头的出口末端并拧紧,阻尼器调节螺钉方向朝外且与液力端泵头外侧端面平行。压力表方向朝外且与液力端泵头外侧端面平行安装,旋紧压力表固定螺帽。
2.4 压力诊断方法
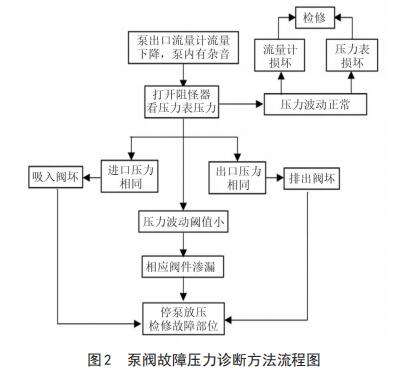
注聚泵出现泵出口排量下降现象时,不停泵的状态下,用平口螺丝刀逆时针拧开泵阀压力诊断装置的阻尼器调节螺钉。根据压力诊断装置压力表指针变化判断泵阀故障原因及具体部位,泵阀故障压力诊断方法流程图见图2。
1) 检测装置显示,压力介于泵进口和出口压力值之间,且压力表指针均匀地上下摆动,可判断该组泵阀吸入端和排除端均无损坏,泵阀工作正常。
2) 检测装置显示,压力接近泵进口压力值,且压力表指针在进口压力值附近上下摆动,可判断为该组泵阀为吸入端泵阀弹簧断。 3) 检测装置显示,压力接近泵出口压力值,且压力表指针在出口压力值附近上下摆动,可判断该组泵阀为排出端泵阀弹簧断。 4) 检测装置显示,压力接近泵进口压力值,且压力表指针在小于正常值附近上下摆动,可判断为该组泵阀为吸入阀漏失。
5) 检测装置显示,压力接近泵出口压力值,且压力表指针在小于正常值附近上下摆动,可判断为该组泵阀为排出阀漏失。
当电动机频率过高,压力表指针变化不易观察,可将注聚泵频率下调至能清晰观察压力表指针变化为止,但不应小于 15 Hz,单次频率下调的间隔不宜大于10 Hz,防止注入系统压力波动过大。
3 现场应用
注聚泵泵阀故障压力诊断方法,在 12 台五柱塞注聚泵现场应用,故障诊断准确率由20%提高到100%。应用前需4人用时5~6 h维修,注聚时率降至91.7%,应用后只需2人用时1 h维修,注聚时率提升到 99.2%。单台泵阀月均检修 1 次,维修工时每台节约 20 h/次,人工费用每人 100 元/h,单泵年节约人工费用 2.4 万元,12 台注聚泵年累计节约人工费用28.8万元。
4 结论
注聚泵泵阀故障压力诊断方法,根据注聚泵液力端的震动,压力表指针波动情况准确判断出泵阀故障原因及具体部位,克服了人工“听诊”和整体拆卸的不足;针对在役注聚泵吸入阀、排出阀弹簧和凡尔平均使用寿命为 20~30天的现状,分析了常规诊断和维修方法的弊端,提出了注聚泵泵阀故障压力诊断方法,现场应用后,维修工时由 5~6 h 降 至 1 h,故障诊断准确率由 20%提高到 100%,注聚时率由91.7%提升到99.2%。