[摘 要] 本文介绍了槽钢式液位计连接管口安装工装的制作过程,使用结果表明这一工装不仅减少了不必要的经济损失,且使用中安全、方便、有效,保证了安装的精度要求,达到了双重效果。
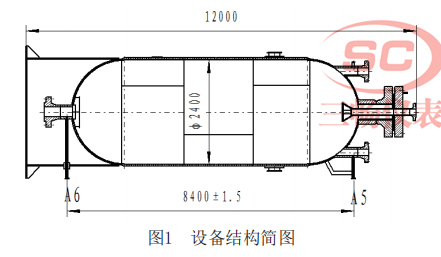
2012年公司为航天某所制造的水容器设备要求安装
液位计连接管口,该设备高度约12000mm,直径2400mm,设备结构简图如图1所示。设备上液位计连接管口相距8400mm,且安装误差要求在±1.5mm以内。液位计为玻璃管式结构,与设备的连接形式为法兰连接[1],其结构简图如图2所示。如果直接借助液位计定位设备上的连接管口,在反复搬运及吊装过程中极易将液位计损坏,操作上也不方便,若不采取任何安装定位措施,按照图纸数据直接在设备上定位液位计连接管口,由于测量误差及连接管口焊接变形等原因造成安装误差偏差过大,导致液位计与连接管口无法连接,从而无法使用。因此在安装过程中,为减少经济损失,提高劳动效率和产品质量,设计一套完整、简单、方便的液位计安装定位工装是完全有必要的[2],本文就其水容器设备安装液位计连接管口所设计的专用安装工装进行了介绍。
2 工装制造及使用
2.1 设备整体安装工艺
对设备进行加工时,首先按照图纸要求定位设备的筒体与封头,其次按照图纸要求在设备筒体及封头上加工并安装各个管口的法兰与接管。其中安装液位计连接管口时,首先按照图示要求将液位计下连接法兰管口(图1中的A6管口)方位及高度确定,其次确定液位计上连接法兰的位置(图1中的A5管口),由于两个液位计连接管口相距较远,且在整个管口位置确认过程中都不使用液位计,以免损坏液位计带来不必要的经济损失和安全隐患,为了保证安装的精确性和安全性,生产中应采用合适的辅助工装来达到这一目的[3]。
2.2 工装选材分析
在制造工装选材时,尽量就地选材,公司能够提供现有的材料分别有板材、管材、工字钢、槽钢及角钢等常用钢材。在确定具体材料时,必须考虑以下几点:
(1)由于连接法兰的直径为150mm,上有4个直径为18mm、中心圆直径为90mm的螺栓连接孔,为在安装过程中工装能够与连接法兰通过螺栓紧固在一起,必须选择具有一定宽度的材料,具有足够的尺寸能在其上加工同样大小和数量的螺栓孔。
(2)因为该工装要求加工后的直线度、平面度越小越好,所以工装尽量能够整体成型,尤其是焊接量或火焰切割量越少越好,以免在加工过程中发生热变形,降低工装自身的精度,在使用中必然增加安装误差。
(3)结构要简单、吊装使用方便及材料可再次利用,以减少经济损失和提高生产效率。
综合以上几点考虑,非常终决定分别使用板材和适当型号的槽钢作为工装的主体结构材料,加工制造板式液位计连接管口安装工装和槽钢式液位计连接管口安装工装。
2.3 板式液位计连接管口安装工装
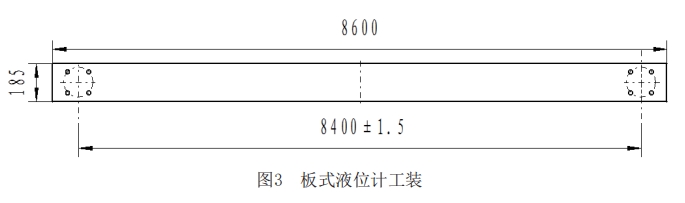
该工装利用较长板料进行制造,在制造中,选用了长度与液位计长度一致、宽度比液位计连接法兰直径稍宽的板材,即长为8600mm,宽为185mm,厚为20mm的Q235A钢板。工装的具体制造过程如下:
(1)为使加工误差尽量小,增加工装精度,利用数控火焰切割设备按尺寸195×8610切割钢板,切割后测量钢板尺寸,检查是否合格,要求误差在±2mm以内;
(2)校平钢板,以减小钢板因切割而发生的变形,要求校平后钢板的平面度控制在±1mm以内;
(3) 利用刨边机,将钢板四周刨至尺寸185×8600,刨边后再次测量数据并进行校平,以减小钢板在吊装过程发生的形变误差。
(4)根据连接法兰及图纸要求,在钢板两端距钢板中心4200mm处分别配制4个直径18mm,中心圆直径为90mm的螺栓孔,其结构图如图3所示,在制孔过程中严格控制各加工尺寸,必须符合图纸所示的加工误差。
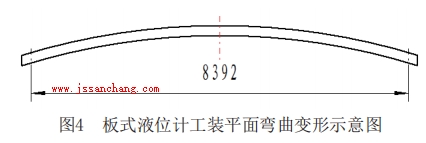
该工装结构简单,制造完成后,经检验各项数据均合格且匹配。使用时先将一端与设备上(图1A6口)用螺栓紧固件连接固定,再确定A5口的位置。但由于在吊装过程中工装板料容易发生弯曲形变,如图4所示,使得工装两端的螺栓孔的相对直线距离发生了较大变化。经测量,变形后的工装数据由原来的8400mm,减至8392mm,且在吊装使用过程中数据还在不断地发生变化,误差相对较大。
————————
2.4 槽钢式液位计连接管口安装工装
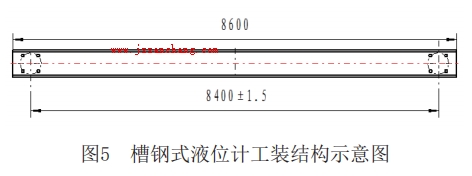
该工装用 1 8 号槽钢制造,槽钢长度为8600mm,具体加工步骤如下:
(1)划长度L=8600mm切割线及检查线,检查切割是否合格。
(2)将槽钢校直并将槽钢大平面校平,保证直线度和平面度能够在±1mm范围内。
(3)按照板式连接管口工装的制造方法在槽钢的大平面两端制螺栓孔,并符合图纸要求。制造完成后,工装结构图如图5所示。
由于工装长度及重量问题,在使用中也发生了一定的弯曲变形,但是变形量已有所减小。经过测量变形量在±5mm以内,虽然较板式结构有所改善,但还是超出了设计图纸±1.5mm的要求。对于上述槽钢式工装,通过现场观察和测量,虽然槽钢大平面(正面)发生了一定的弯曲变形,导致槽钢大平面的平面度发生了变化,从而使得其上的螺栓孔的相对距离发生了变化,但是槽钢两侧的小平面(侧面)的平面度较好,经过测量,槽钢侧面平面度在±2.5mm范围内。如果能将槽钢侧面的平面度控制在有效范围±1.5mm以内,且增宽槽钢侧面的宽度,使其能在槽钢侧面制相应数量的紧固螺栓孔,那这种槽钢式工装势必有效。
基于上述分析,此次仍选择以槽钢为主体的结构,利用槽钢的侧面作为液位计法兰连接管口的基准面,在侧面的一定范围内增焊一块大小为100mm×200mm的辅助筋板,以便宽度能够满足要求。焊接辅助筋板时要注意控制焊接变形,并且在焊接完成后校平整个平面和校直槽钢,校形后精度能够满足图纸要求,然后在其上面制螺栓连接孔,其结构简图如图6所示。
在使用过程中,从两端平稳将工装吊起,在与设备上液位计法兰连接口用螺栓进行连接。通过现场水容器设备上使用工装情况得知,测量上下连接法兰的距离偏差在±1.2mm范围内,效果很好,符合设计图纸要求。而且在管口焊接完毕拆除工装后,测量的数据也未发生变化,证明已经控制了管口因焊接而产生的变形[4],达到了双重效果。
3 总结
该种以槽钢为主体,在槽钢同一侧面焊上一辅助筋板的工装制造简单,使用方便,在我公司后期设备液位计连接管口安装制造过程中均使用此工装进行安装。不仅有效地解决了我公司压力容器设备液位计管口连接法兰安装中费时费力且精度无法保证的问题,还解决了压力容器设备上液位计管口连接法兰安装焊接时,因焊接而产生的变形公差问题,同时保证了液位计组装后的使用要求,适用于多种类型的液位计管口连接法兰组对焊接,对于安装一些较小较短的液位计连接管口,使用此方法更是精确有效,这一工装具有结构简单、操作方便且成本低的优点,在使用过程中减少了经济损失并提高了生产效率,是一种有效可行的方法。