产品分类
行业新闻
造纸厂纸料配浆过程控制系统的结构与控制设备选型
发布日期:2022-03-22 17:11:58 来源:唐山学院河北省智能装备数字化设计及过程仿真重点实验室 作者:王 蕊 浏览次数:
【导读】:制浆是造纸生产过程的第一道工序,其中纸料配浆是将不同性质的浆料按一定比例混合,本文提出一种纸料配浆的比值控制系统,采用混合池液位-流量的串级比值控制方案,保证浆料满足配比要求并向纸机提供稳定流量的浆液。......
制浆造纸生产的自动控制,传统上集中在制浆过程的局部简单仪表和纸机的电气传动控制方面,大量的控制内容通过现场人工调整实现,应用范围十分有限。近年来,随着电子技术的发展,造纸生产自动化程度不断提高,设备性能逐步改善,对提高和稳定产品质量,有一定效果。制浆是造纸生产过程的非常好道工序,其中纸料配浆是将不同性质的浆料按一定比例混合,配浆控制的目标是稳定上网箱的浆量,从而达到稳定成纸质量的目的,配浆控制效果的优劣将直接影响产品质量和生产成本。本文提出一种纸料配浆的比值控制系统,采用混合池液位-流量的串级比值控制方案,保证浆料满足配比要求并向纸机提供稳定流量的浆液[1]。
1控制系统的组成
1.1控制系统结构
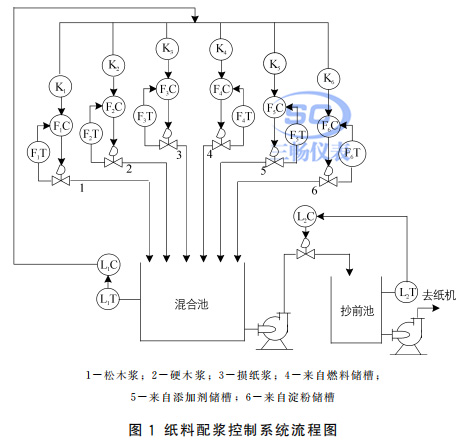
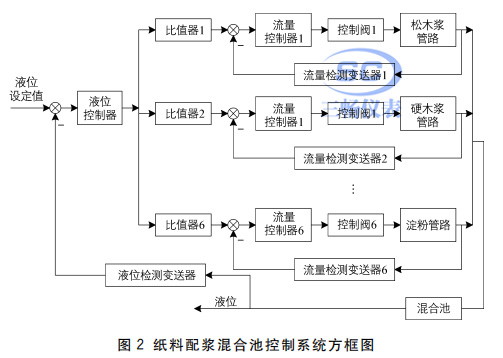
为了满足纸机需求量的变化,要求维持混合池和抄前池的液位,即当纸机需求量增大或减小时,控制系统必须及时调整各种纸料的流量,使其按预先设置的比例相应增大或减小,以保证混合池和抄前池的液位不变,从而为纸机正常提供浆液。混合池液位的控制采用液位-流量的串级比值控制方案,混合池液位为主控变量,6种纸料流量为副控变量,通过比值控制器实现6种纸料的比例控制。抄前池液位的控制采用单回路控制方案,简单实用,可以满足要求。纸料配浆控制系统流程如图1所示,相应的框图如图2所示,其中流量控制包含松木浆管路、硬木浆管路、损纸浆管路、燃料管路、添加剂管路、淀粉管路6个副控制回路[2]。
2、控制设备选型
控制系统所需控制设备包括6个控制阀、1个液位检测变送器、6个流量检测变送器、1个液位控制器、6个流量控制器、6个比值控制器。
(1)控制阀选用台臣阀门有限公司生产的ZXP气动单座调节阀,流量特性选对数型。该型号调节阀具有结构紧凑、重量轻、动作灵敏、流体通道呈S流线型、压降损失小、阀容量大、流量特性精确、拆装方便等优点,广泛应用于精确控制气体、液体等介质,特别适用于允许泄漏量小、阀前后压差不大的场合。
(2)液位检测变送器选用三畅仪表SC700型静压式液位变送器。该型号液位变送器采用扩散硅芯片、防水透气电缆,内部结构防结露,内置微型信号处理电路,可进行远程传输,具有良好的稳定性和可靠性,广泛应用于各种水位、液位测量。
(3)流量检测变送器选用三畅仪表SCLDE型电磁流量计。该型号流量计采用16位嵌入式微处理器,运算速度快、精度高,具有RS-485、RS-232、HART和ModBus等数字通信信号输出,方便与系统间的通信;维护管理方便,使用寿命长,无流部件,无压力损失,配合各种衬里材料,可适用于各种酸、碱、盐浓度及泥浆、矿浆、纸浆等介质的流量测量。
(4)液位控制器和流量控制器均选用NHR-6300系列“傻瓜式”液晶人工智能调节仪。该型号调节仪采用真正的人工智能算式,当启动自整定功能时,可根据被控对象的特性,自动寻找非常优参数以达到非常佳的控制效果,整个控制过程无需人工整定参数;提供全中文简化设置菜单,“傻瓜式”操作,可对温度、压力、流量、液位、速度等测量信号进行控制[3]。(5)比值控制器选用西安仪表厂生产的IRO5245-1200比值给定器,用以将混合池液位信号按比值器各自给定的比值数进行运算,输出信号作为其相应的流量控制器的给定值。
3、结语
该控制系统通过对纸料配浆过程控制方案进行整合,运用串级控制结合比值控制组成过程控制系统,当纸机负荷变化时,原料流量随之调整,既能保证各种原料按比例投放,又能保证抄前池向纸机稳定地提供浆液,解决了人工调整滞后、不精确、劳动强度大等弊端,具有一定的实用价值。
注明:淮安三畅仪表文章均为原创,转载请标明本文地址http://www.jssanchang.com/
上一篇文章:电接点压力表参与一例管路恒压供水控制装置的恢复
下一篇文章:选择正确的流量计技术以实现废水处理系统的最佳性能
相关的产品







与“ "相关的内容

- 在食品加工过程中泵送颗粒是否存在问题2022-03-30
- 确保精细化工行业的安全性和可持续性2022-03-30
- 超声波流量计在天然气计量中的应用探析2022-03-30
- 如何测量罐中两种液体之间的界面2022-03-25
- 工程经理分享水准仪选择的艺术2022-03-25
- 到2026年,全球质量流量控制器市场将达到102022-03-25